
تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود

روشهای مختلفی برای جوشکاری وجود دارد، اما دو روش اصلی و پرکاربرد جوشکاری با سیم جوش و جوشکاری با الکترود دستی هستند. هر کدام از این روشها مزایا و معایب خود را دارند که در این مقاله قصد داریم آنها را بررسی کنیم.
سیم جوش و الکترود جوشکاری
سیم جوش یک سیم مفتولی با پوشش نازک یا بدون پوشش است، در حالی که الکترود دارای پوشش ضخیمتری به نام فلاکس میباشد. سیم جوش انعطافپذیر و قابل خم شدن است، اما الکترود سفت و مستقیم است. این دو روش جوشکاری نماینده دو نوع مختلف از روشهای جوشکاری قوس الکتریکی هستند. در جوشکاری با سیم جوش، سیم وظیفه انتقال جریان قوس الکتریکی و پر کردن فضای بین دو قطعه را بر عهده دارد، در حالی که در جوشکاری با الکترود، این وظیفه به الکترود واگذار میشود. هر دو ماده مصرفی هستند و نیاز به تعویض دارند، اما الکترودها به دلیل مصرف سریعتر نیاز به تعویض مکرر دارند.
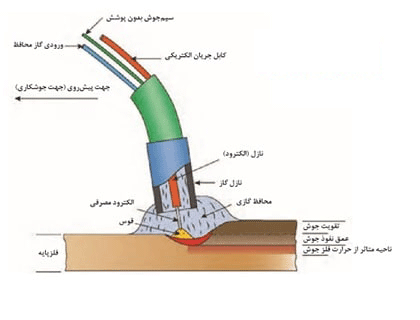
جوشکاری با سیم جوش
جوشکاری میگ مگ یا جوشکاری با سیم جوش، فرآیندی است که در آن جریان پیوستهای از گرما توسط قوس الکتریکی بین سیم و قطعه کار ایجاد میشود و باعث ذوب و جوش خوردن فلز میشود. برای داشتن جوشکاری دقیق و همگن در این روش، از گازهای محافظ مانند آرگون و هلیم استفاده میشود تا از تماس اکسیژن و نیتروژن با محل جوشکاری جلوگیری شود.
مزایای استفاده از سیم جوش:
- استفاده از جریان برق مستقیم DC که موجب پایداری جریان قوس الکتریکی میشود.
- امکان کنترل پارامترهایی مانند انرژی ورودی، سرعت جوشکاری و شکل اتصال.
- جوشکاری زیبا با کمترین ترشحات اضافی.
- انتشار کم گازهای آلوده و سمی.
- امکان انجام فرآیند به صورت اتوماتیک یا نیمه اتوماتیک.
- نرخ تولید بالا به دلیل عدم نیاز به تعویض مکرر سیم.
معایب استفاده از سیم جوش:
- هزینه بالا به دلیل تجهیزات مورد نیاز.
- نیاز به سیستم خنککننده سریع.
- مناسب نبودن برای موارد ظریف یا مکانهای با دسترسی دشوار.
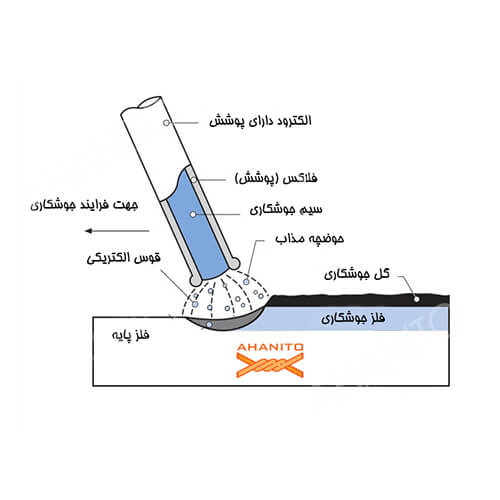
جوشکاری با الکترود
جوشکاری با الکترود یا جوشکاری الکترود دستی، روش دیگری است که قوس الکتریکی توسط تماس بین الکترود و قطعه کار ایجاد میشود. این روش نیاز به ولتاژ پایین و جریان بالا دارد. الکترود دارای یک هسته فلزی و پوششی است که جریان برق را عبور داده و قوس الکتریکی ایجاد میکند. پوشش فلاکس وظیفه حفاظت از هسته الکترود در برابر زنگ زدگی و بهبود عملکرد جوشکاری را دارد.
مزایای جوشکاری با الکترود:
- قابل استفاده برای انواع مواد.
- نیاز نداشتن به گاز محافظ.
- قابلیت اجرا در شرایط مختلف آب و هوایی.
- هزینه پایین.
- کارکرد آسان و ساده.
- ایجاد اتصالات با کیفیت و مقاومت مکانیکی خوب.
معایب جوشکاری با الکترود:
- سرعت پایین و نرخ تولید کمتر.
- تولید دود زیاد.
- زمان راهاندازی بالا و نیاز به تعویض مکرر الکترود.
- عدم امکان انجام اتوماتیک جوشکاری.
- سطح ناهموار جوشکاری و احتمال وقوع خطا.
نتیجهگیری
هر دو روش جوشکاری با سیم جوش و الکترود دارای مزایا و معایب خود هستند. جوشکاری با سیم جوش دارای نرخ تولید بالا و نتیجه حرفهایتر است، اما هزینه بیشتری دارد. در مقابل، جوشکاری با الکترود سادهتر، ارزانتر و قابل اجرا در شرایط مختلف است. بسته به نیازها و شرایط کاری، میتوان روش مناسب را انتخاب کرد.